欢迎光临重庆川流机械有限公司官网!您的肯定是我奋斗的目标!
欢迎光临重庆川流机械有限公司官网!
莱钢带钢炉区辊道智能润滑系统改造
摘 要:为适应带钢车间产能的提高,现将炉区辊道润滑系统进行改造,预新上智能集中润滑系统将大大降低设备故障率,减少停机时间。
关键词:辊道;智能集中润滑系统
莱钢620mm热轧窄带是全国第一条全连续式热轧窄带钢生产线,钢坯由南拉钢机辊道和北送料辊道输送到加热炉前的入炉辊道,再由推钢机平推进入炉体。由于炉前炉后热辐射大,入炉钢坯热装时高达500℃,出炉温度高达1250℃,一般滚动轴承的正常使用环境温度要求不超过60℃,在炉前炉后如此高的温度下轴承的润滑脂极易炭化,造成轴承润滑不良而研死,随着车间产能的增加和轧制速度的提高,辊道系统对加热炉的输送能力如果跟不上轧制节奏和步进频率,会造成炉内空位,影响轧制的顺行。炉区设备润滑系统的改造势在必行。
1 方案及技术要求
通过对设备现状的认真分析和论证,我们需要对新的润滑设备研究与应用,要求润滑设备的工作效率和利用效率高,能在线润滑,占地面积小,集成化自动化程度高且适应性强功能丰富稳定性好。实现轴承润滑自动化,能替代人工打油,润滑质量稳定可靠,延长轴承使用寿命,降低成本,降低工人劳动强度。
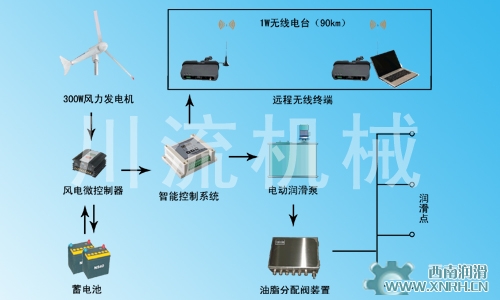
预新上智能集中润滑系统,其突出优点是改变了以往以单线或双线为主的传统润滑方式,采用微电脑技术与可编程控制器相结合的方式,设备采用SIEMENS S7-200(300)系列可编程控制器作为主要控制元件,为设备润滑的智能化控制提供了最恰当的解决办法,可网络挂接与上位机计算机进行连接以实时监控,使得润滑状态一目了然;现场给油分配直接受可编程控制器的控制,每点每次给油量大小,给油循环时间的长短都能自动控制,且能方便地进行调整;流量传感器实时检测每个润滑点的运行状态,如有故障及时报警,且能准确判断出故障点所在,便于操作人员的维护与维修。操作员可根据设备各点的润滑要求,通过触摸屏远程调整供油参数,以适应润滑点的不同润滑要求。
1.1集中润滑系统主要部件结构性能及说明
1)主控设备作为润滑系统的指挥中心,其主要功能:控制油站启停、控制电磁给油器的运行、现场信息收集、监控每一个润滑点的润滑状态、调节和显示循环时间、调整每一个润滑点供油量、故障报警和与厂内主机联锁。
2)基本配置。A--提供直流24V、交流50Hz220V、380V电源;B-西门子可编程控制器主控与扩展模块;C-压力显示及控制系统;D-供油参数调整与显示系统;E-油站控制及保护系统;F- 控制润滑点执行系统。
3)油站作为润滑系统的心脏设备,它的主要功能:将润滑脂输送到管路,通过管路及电磁给油器,最终输送到每一个润滑点。本油站一般应配置二台电动高压润滑泵(其中一台为备用泵)和一台加油泵。
基本配置;A-电动高压润滑泵 型号:QJRB1-40;B-电动加油泵 型号:QJDB-400B;C-压力传感器 型号:CMS-50;D-压力表 型号:YZ-150。
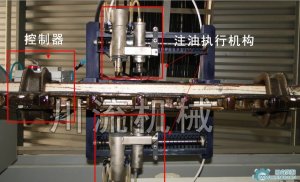
4)电磁给油器作为润滑系统的执行机构,其主要功能:执行主控系统送来的指令,控制油阀开启、关闭,实现控制润滑点的供油。流量传感器实时监测润滑点运行状态,将信息反馈给主控系统。
基本配置;A-电磁给油器QJDZ-1AC;B-流量传感器QJLG-1G;C-润滑点运行指示灯AD16-22D/S。
5)流量传感器。QJLG系列传感器是专门为智能集中润滑系统设计的智能检测元件,它连接在电磁给油器与润滑点之间,对给油过程进行检测。它是专门为润滑脂设计的流量检测元件,适用于智能集中润滑给油监视。型号QJLG-1D。
原理:流量传感器主要由检测部件,移动部件,复位部件组成,工作时绿色的指示灯亮,当有油脂流过传感器时,移动部件移动到检测部件的感应区,检测部件接收到信号后,输出油流信号,同时红色指示灯亮,当油脂停止流动时,复位部件将移动部件推回原来位置,断开油流信号,同时红色指示灯熄灭。当流量传感器出口堵塞,或润滑点堵塞时,传感器两端只会积聚压力,没有油脂流动,传感器不会输出油流信号。